Čo je elektródové zváranie?
Pridané 2.6.2022 15:46:07 Počet zobrazení 4452

JEDNODUCHÉ, VŠESTRANNÉ, EFEKTÍVNE
Elektródové zváranie tiež známe ako ručné zváranie elektrickým oblúkom, ručné elektródové zváranie alebo zváranie obaľovanou elektródou je zvyčajne prvý zvárací proces, s ktorým sa počas výuky zvárači stretnú. Dá sa ľahko naučiť, ale už poskytuje prehľad o spôsobe fungovania zváracích systémov a o vzťahu kovov k elektrickému napätiu.
Zváranie tyčovou elektródou ponúka množstvo výhod v porovnaní s procesmi MIG/MAG a TIG. V zásade možno elektródovým zváraním zvárať takmer všetky materiály. Tento proces sa používa hlavne pri výrobe ocele a potrubí, ale používa sa aj v kovospracujúcom odvetví a priemysle. Zváranie obaľovanou elektródou umožňuje akýkoľvek typ zvaru a polohu, bez ohľadu na to, či ide o zváranie v obmedzených priestoroch, nad hlavou, zvislé zvary alebo zváranie zhora nadol. Naviac, zvárač nie je závislý od ochranných plynov a môže ľahko pracovať vonku aj za nepriaznivých poveternostných podmienok, ako je vietor alebo dážď.
ZVÁRANIE OBAĽOVANOU ELEKTRÓDOU:: TAKTO TO FUNGUJE
Pri elektródovom zváraní kontakt medzi tyčovou elektródou a zvarencom zapáli elektrický oblúk. Na zlomok sekundy pri tom vzniká skrat medzi dvoma pólmi, aby tadiaľ následne mohol prechádzať prúd. Elektrický oblúk horí medzi zvarencom a elektródou. Vzniká tým požadovaná teplota tavenia. V dôsledku taviacej sa jadroviny a tiež taviaceho sa plášťa, vzniká okolo elektródy ochranná vrstva a ochranná atmosféra.

Ručné zváranie elektrickým oblúkom vyžaduje nízke napätie a vysokú prúdovú intenzitu. Zvárací systém prevádza dostupné sieťové napätie na výrazne nižšie zváracie napätie. Zároveň poskytuje požadovanú intenzitu prúdu, ktorá tiež umožňuje nastavenie a reguláciu prúdového zdroja.
Pri zváraní obaľovanou elektródou je prúd najdôležitejším parametrom pre kvalitu spojov. Preto musí zostať čo najkonštantnejší, aj keď sa zmení dĺžka elektrického oblúka. Aby sa to zabezpečilo, prúdové zdroje pre elektródové zváranie majú vždy klesajúce charakteristiky.
![]()
VÝSTAVBA SYSTÉMU ELEKTRÓDOVÉHO ZVÁRANIA
(1) Sieťová prípojka
(2) Prúdový zdroj
(3) Zvárací kábel (elektróda)
(4) Uzemňovací kábel (zvarenec)
(5) Držiak elektródy
(6) Zemniaca svorka
(7) Tyčová elektróda
(8) Zvarenec
VÝHODY ELEKTRÓDOVÉHO ZVÁRANIA
- Jednoduché ovládanie
- Môže byť použité univerzálne, bez ohľadu na miesto: v závode, vonku, pod vodou
- Vytvára málo hluku
- Nízke náklady
- Ochrana zvarového spoja tvorbou trosky
- Nie je citlivé na znečistenie, ako je hrdza, vodný kameň, oleje alebo mastnota
- Zvárať je možné takmer všetky kovové materiály
- Vysoká kvalita zvaru a vysoké hodnoty mechanickej kvality
NEVÝHODY ELEKTRÓDOVÉHO ZVÁRANIA
- Nízka rýchlosť zvárania
- Vytvára sa veľa dymu
- Výskyt vychýlenia oblúka
- Zvýšené zdroje chýb v dôsledku koncových kráterov a kontaktných pozícií
- Priemer elektródy závisí od hrúbky plechu a zváracej polohy
- Vysoké nastavovacie časy a prestoje: opätovné vysušenie štandardne balených elektród
- Montáž elektród, odstraňovanie zvyškov, odstraňovanie trosky a rozstrekov
- Nemožno mechanizovať
AKO VZNIKÁ ELEKTRICKÝ OBLÚK?
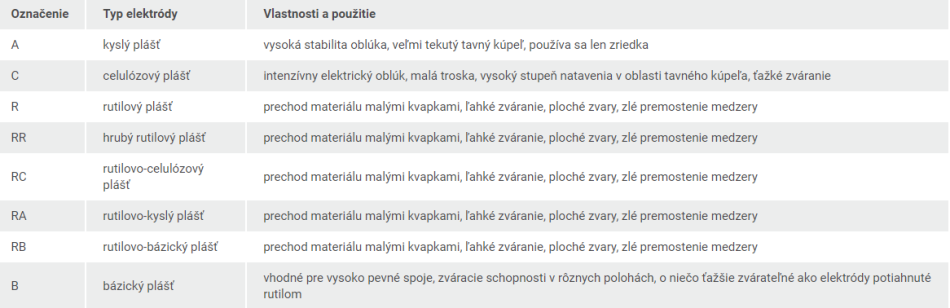
Aby sa mohol vytvoriť elektrický oblúk, musí sa prerušiť obvod medzi elektródou a zvarencom. Pri zváraní obaľovanou elektródou sa to uskutočňuje kontaktným alebo dotykovým zapaľovaním. Elektrický oblúk sa zapáli dotykom tyčovej elektródy so zvarencom. Aby vznikla oblúková plazma, musí sa materiál a plášť elektródy roztaviť, resp. vypariť pôsobením vysokého skratového prúdu. Súčasne musí byť napätie (napätie katódy, anódy a napätie dĺžky elektrického oblúka) dostatočne vysoké na to, aby sa mohol vytvoriť elektrický oblúk. Potrebné hodnoty prúdu a napätia závisia od priemeru a plášťa elektródy.
ÚLOHY ELEKTRÓDOVÉHO OBALU
- Ionizácia vzdušnej vzdialenosti
- Vytvorenie ochrannej atmosféry
- Tvorba trosky
- Stabilizácia elektrického oblúka
- Kontrola deoxidácie
- Riadenie procesov legovania a odlegovania v zvarovom kúpeli
- Ovplyvnenie rýchlosti chladenia zvarového spoja
- Zvýšenie výkonu odtavovania (výroba)